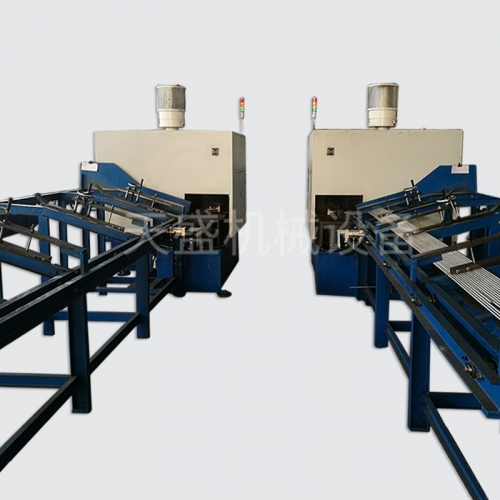
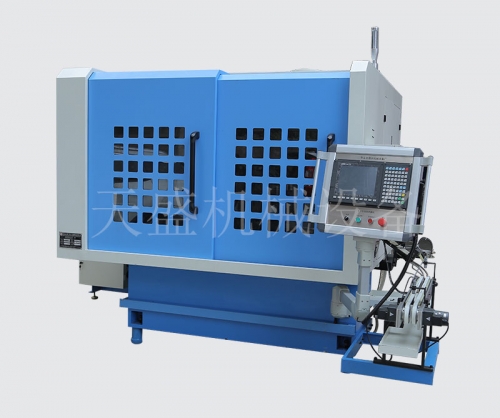
了解气门设备的座镗床操作规格有什么
发布日期:2018-08-13 作者:天盛 点击:
1、开机前检查床面是不是整齐,清洁时不得运用金属器具和砂纸等硬物磨刮机床,清洁擦干后涂上洁净的机油。按设备光滑图表进行写入光滑油,检查主轴箱油面高度是不是在油标的2/3处。
2、气门设备机床接通电源前,应详细检查电器体系是不是杰出(参照机床电器有关阐明),然后再检查各操作手柄及挡铁是不是均处在正确方位。
3、气门设备机床开动前,应首要检查主轴箱是不是牢靠夹紧在竖直导轨上,主轴套筒的升降及各电器设备的状况是不是正常。机床接通电源后,检查管路,接头及阀门衔接是不是正确,调整进气压力为0.15-0.2Mpa即可。若有走漏时,应加以扫除。然后踩动脚踏阀,气浮作业台应移动自若,松开脚踏阀作业台中止。
5、气门设备升降主轴箱时,应首要松开导轨镶条顶紧螺钉,然后操作面板上的上升或降低按钮以完结主轴箱的升降,至适宜方位后再拧紧镶条顶紧螺钉,保证主轴箱夹紧在导轨上。

6.气门设备缸盖清洁并擦洁净,替换磨损超差的气门导管,清理导管两头孔口毛刺,然后摆放在翻转架上面的适宜方位,待检查触摸牢靠后用两头的卡具夹紧。
7、气门设备依据待修的汽缸盖选配适宜的刀杆及芯轴。
8、将选好的芯轴上端刺进校对盘孔中,拧紧定位螺钉后将芯轴下端刺进待修气门的导管孔中,再将水平仪放置在校对盘上平面上,检查纵横两个方向是不是水平,水平示值应在一格以内,然后取出芯轴及校对盘。如果选用万向刀杆加工,对同方向或同斜向的一组孔,可在缸盖中心方位选一个孔校对缸盖。
9、气门设备依据气门直径巨细及座圈锥角选择适宜的刀夹及刀片,将刀夹及刀片用螺钉拧紧后刺进刀杆下部的卡槽内,再用对刀器调整刀具的回转半径,使其与对应的气门尺寸一样后再用刀杆下端的顶紧螺钉顶紧刀夹。
10、气门设备将主轴转速调至空挡,踩下脚踏阀使夹具浮起,将所修补的气门导管孔与定位芯轴对准后,沿定位芯轴加机械油少量,低速转动主轴,扳动主轴进给手柄,使芯轴慢慢刺进导管孔中,至适宜方位后,检查刀具有无干与,如有干与,剖析因素并加以扫除,如无干与,松开脚踏阀,将主轴转速调至高速档,刀具方位调至距加工方位5-10mm,踩下脚踏阀,夹详细浮起,按压绿色按钮Ⅱ使主轴高速转动,点踩脚踏阀三至五次,然后松开脚踏阀,缸盖定位完结。将主轴转速调至适宜档位,这么便能够开端进行镗修作业。